Our site saves small pieces of text information (cookies) on your device in order to deliver better content and for statistical purposes. You can disable the usage of cookies by changing the settings of your browser. By browsing our website without changing the browser settings you grant us permission to store that information on your device.
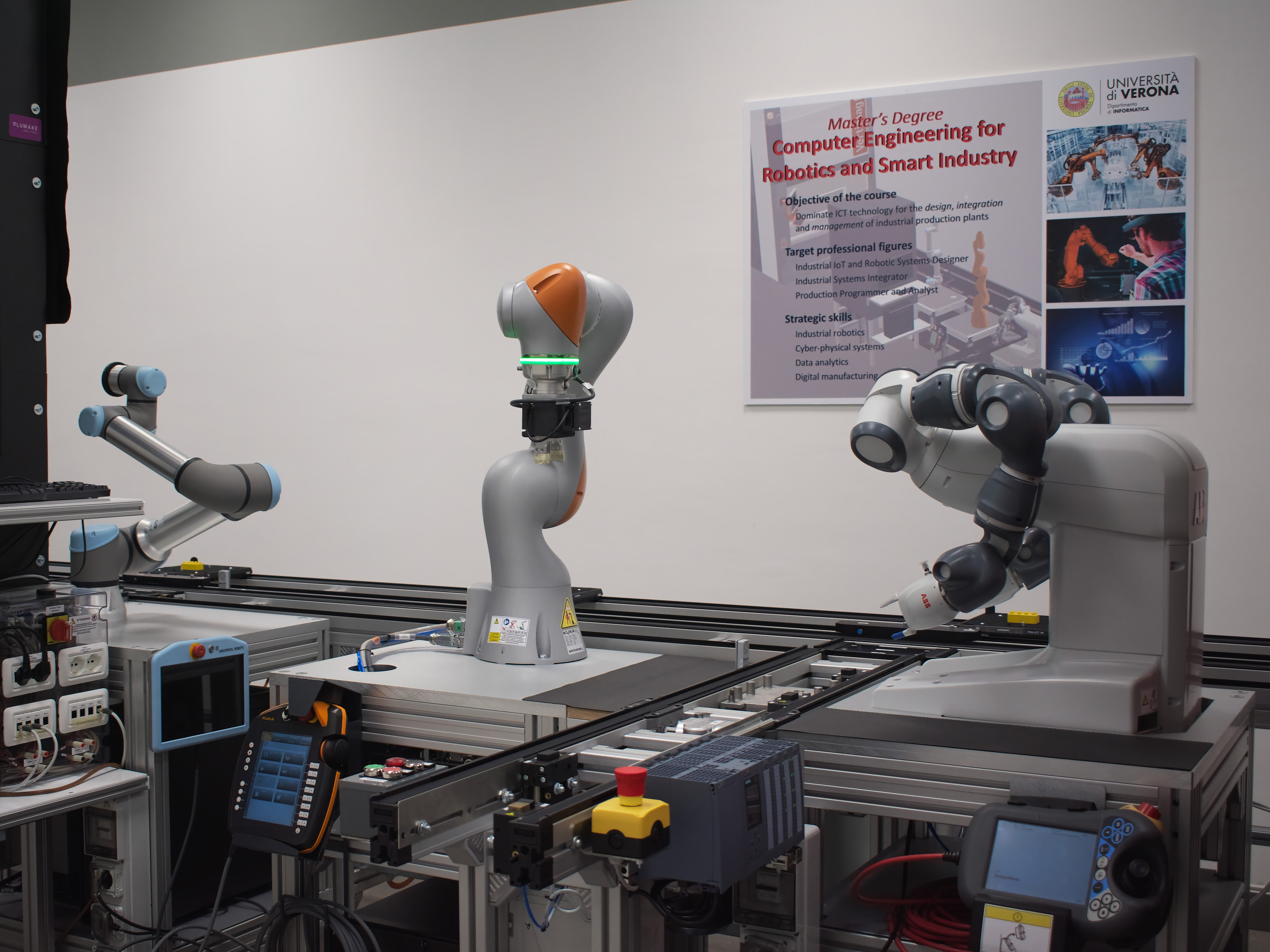
The ICE Laboratory is divided into several technological areas, each representing a type of production. A logistics system consisting of an AGV transport line connects the different areas, thanks to an innovative software stack for control and monitoring. The specificities of all technological areas in the laboratory are listed below.
DETAILS
Technological areas
The laboratory is supported by a group of companies that guide its development and test their technologies.
Functional control
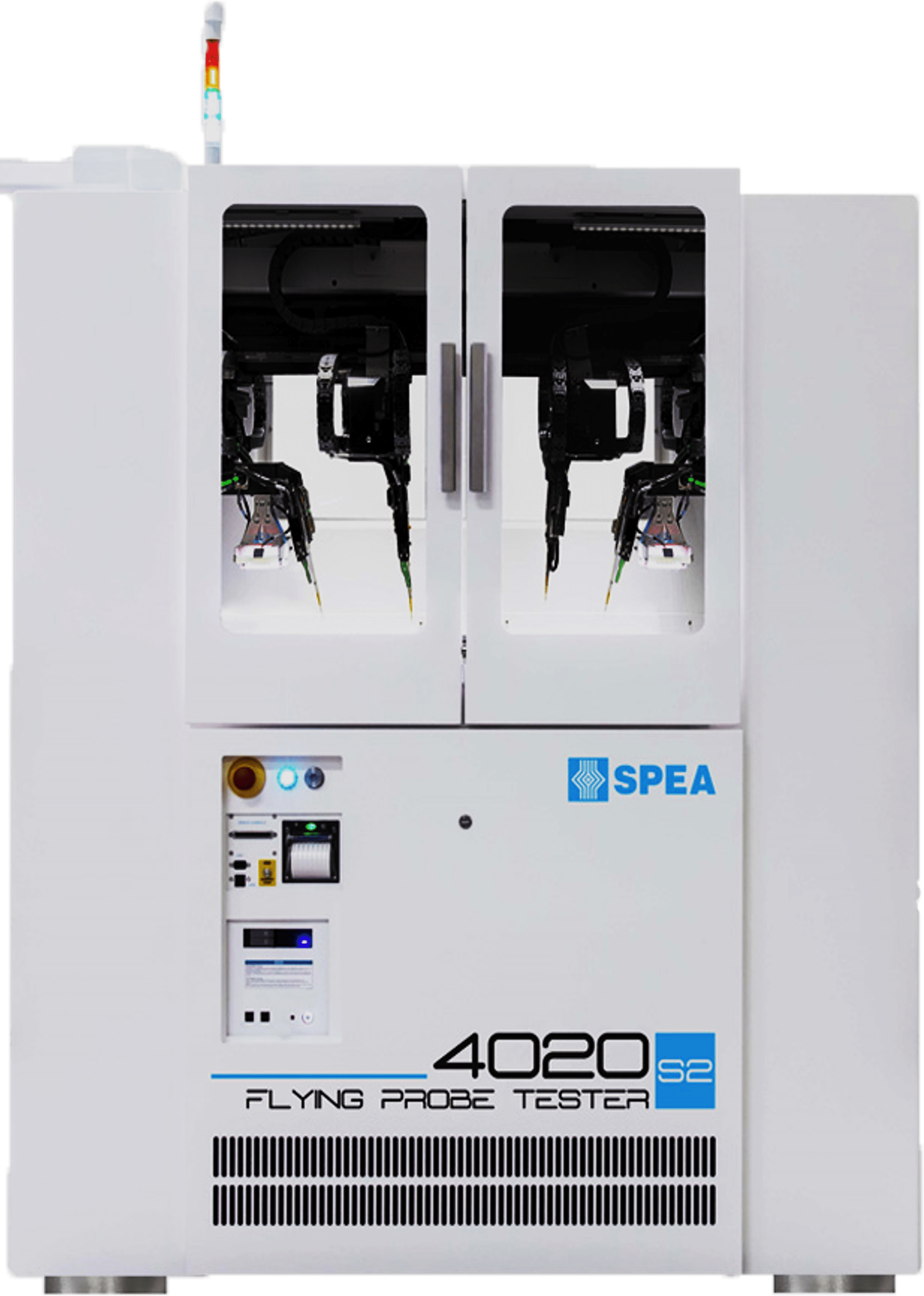
SPEA Flying Probe 4020 S2 electronic control machine
SPEA 4020 S2 is an automatic functional tester with mobile probes for testing electronic boards.
The machine allows performing an accurate test of each device to guarantee that the equipment used daily is free from more or less latent defects, potentially responsible for failures during use.
The four axes of the 4020 S2 use mechanical technology based on very high acceleration linear motors, guaranteeing fast movement that leads the probes to contact the test points on the board. Optical linear encoders aligned to the X, Y and Z axes ensure precise and accurate contact with the components mounted on the board's solder pads; the instrumentation set performs parametric and functional checks on each component.
Completing the functionality of the 4020 S2 is the system software, an artificial brain that can read the drawings of the board to be tested to generate a complete test program automatically. In particular, the software can carry out a test with 100% diagnostic coverage in a short time, identifying: points to contact, measurements to be made and handling algorithms to be applied.
The four-axis CNC milling machine includes a Siemens Sinumerik Operate Shopmill controller. The appliance integrates itself with the laboratory's MES to automatically process raw materials to adapt them to the requirements of production recipes. An automation kit has been prepared to strengthen this integration, allowing the milling machine to connect to a control PLC. This enhancement makes it possible to automate the machine and manage it remotely, even during the material loading and unloading phases, without an operator's physical presence. Additional features: engraving spindle, continuously adjustable central unit, CNC divider as an optional fourth axis, robotic interface for integration in FMS / CIM systems.
Additional features:
Engraving spindle with grooved guide
Three-phase asynchronous motor
Continuously adjustable main unit
CNC divider as an optional fourth axis
Robotic interface for integration in FMS / CIM systems
Cast iron slides and load bearings for a high level of precision
3D DWS Systems XPRO S is a stereolithographic printer that uses a laser source to solidify a photosensitive liquid resin to produce three-dimensional plastic models. The machine uses a class 3b UV laser, which, employing a moving axis and a system of oscillating mirrors, enables the creation of three-dimensional models.
The printer is also equipped with a system for handling the removable resin tank (TTT).
The XPRO S is particularly suitable for companies that need to produce vast quantities of models and large objects in a short space of time with optimum results. Productivity and accuracy, combined with a wide range of materials, make this printer versatile and suitable for many types of industrial applications.
Additional features:
Equipped with a PC with an integrated touch-screen monitor
Relatively low running and maintenance costs
Heated base surface to extend the life of the tank containing the resin subject to deterioration through use
The Stratasys J826 3D printer features multi-material technology. It can create objects by composing up to eight materials with different physical (opacity and transparency) and mechanical (flexibility and rigidity) properties. The printer also supports more than 500,000 colors, eliminating the need to paint models. The process's color quality is optimized thanks to Pantone validation, which makes PMS (Pantone Matching System) colors available for 3D printing.
Additional features:
X-Rite™ color profiles
Achieve a near-perfect match for shape, color, and texture during rapid prototyping with VeroVivid™ multi-color materials
Using the Agilus30™ family of materials to create flexible components capable of flexing and stretching
ABB YuMi IRB14000 is a collaborative robot with two arms with seven degrees of freedom for greater flexibility. Each arm is equipped with grippers for collecting small parts using compressed air.
In addition, one arm is equipped with a camera to facilitate operations requiring visual assistance.
Each arm is equipped with a payload of around 300 grams and guarantees high positioning accuracy, making it excellent for handling small objects. Its task is to operate in the assembly cell in the ICE Laboratory, cooperating with human and robotic operators.
Kuka LBR iiwa 14 R820 is a collaborative robot with seven degrees of freedom. The robot is equipped with dual torque sensors on each joint, accurately detects contacts, and instantly reduces the level of force and speed exerted.
The robot arm is designed to support up to 14 kg, while maintaining excellent positioning accuracy.
In the ICE Laboratory, his task is to work in the assembly cell, cooperating with human and robotic operators.
Additional features:
Capable of learning by storing the desired position and the coordinates of the trajectory point
Highly sensitive, with its high-performance servo control, the robot can quickly detect contours under force control
Equipped with a fair degree of independence through the KUKA Sunrise Cabinet controller, which facilitates the rapid start-up of applications
Siemens S7-1500 safety PLC is located in the assembly area and is used to coordinate the robots' activities, monitor the supporting sensors, and manage the automation introduced. This model is equipped with safety functions and also handles area safety monitoring. The PLC supports the OPC-UA communication protocol and can be directly integrated into the laboratory's software infrastructure.
Additional features:
Flexible use of optional software packages, such as Proneta
Ability to use Edge applications such as SIMATIC Flow Creator
Compatibility with extensions of high-level programming languages, such as C/C++
The Basler acA1600-60gm GigE camera with EV76C570 e2v CMOS sensor allows 60 frames per second with a resolution of 2 MP. It is used for product quality control by interfacing with the EDGE computer. The camera is placed in a darkened cabin to avoid light disturbances located in a bay of the production line. Gigabit Ethernet or GigE is the most common interface for cameras used for image processing in industrial environments.
Additional features:
EV76C570 ABT e2v sensor with progressive scan CMOS
Global shutter
4.5 μm x 4.5 μm pixel size
Available for Windows, Linux x86, Linux ARM and macOS
Programmable exposure control via the camera's API
The Gocator 3210° laser scanner is used for full-field three-dimensional inspection of large components using snapshot scanning functionality. The laser scanner has a scanning speed of 6 Hz with acceleration. The field of view extends to 100 x 154 mm. Parameters summarising the integrity of the sensor can be monitored on the user interface dashboard.
The EDGE calculator is connected directly to the cameras and can process video streams and laser sensor data in real-time. It is equipped with a high-performance CPU and an Nvidia GPU. The calculator uses the OPC-UA communication protocol to aggregate the processing results and make them available to the laboratory control systems.
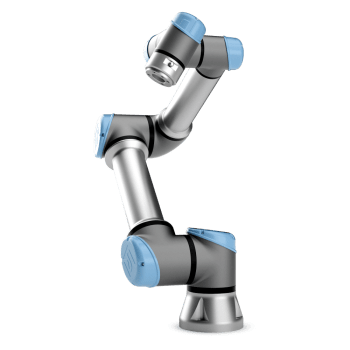
Universal Robots UR5e is a six-axis collaborative robot positioned at the camera system. It lifts the workpieces during analysis to expose all sides to the cameras' view, so that the visual analysis can be completed. The area EDGE calculator handles the coordination.
Additional features:
17 advanced adjustable safety functions
Remote control compliant with ISO 10218
Payload: 5 kg
ProfiNet and EthernetIP with 500 Hz signal frequency
VERTIMAG EF is an automatic system for the storage and extraction of raw materials and finished products.
Parts are loaded and extracted from the magazine either manually or automatically, using a manipulator arm installed at the vertical magazine's loading bay.
The machine makes it possible to optimize the space's height, reducing the surface area occupied to a tenth of that of a traditional warehouse. The vertical warehouse is made up of two fronts of shelves, where metal trays are stored and moved by elevator.
Using this system, the ICE Laboratory studies and tests optimization algorithms to efficiently store parts while respecting the production recipe applied on the line.
Additional features:
Ideal for different types, weights, and sizes of material
Bosch-Rexroth is the line that transports mini pallets, measuring 24 x 24 cm and designed to anchor small objects, directing them towards the various work cells. The software, managed by a Siemens S7-1200 PLC, is programmed to reconfigure the line and handle and track each pallet, without a predefined route. It is possible to control the line from remote via the OPC-UA protocol or on site via the ASEM operator panel, equipped with an interactive graphic interface developed with Uniqo HMI software.
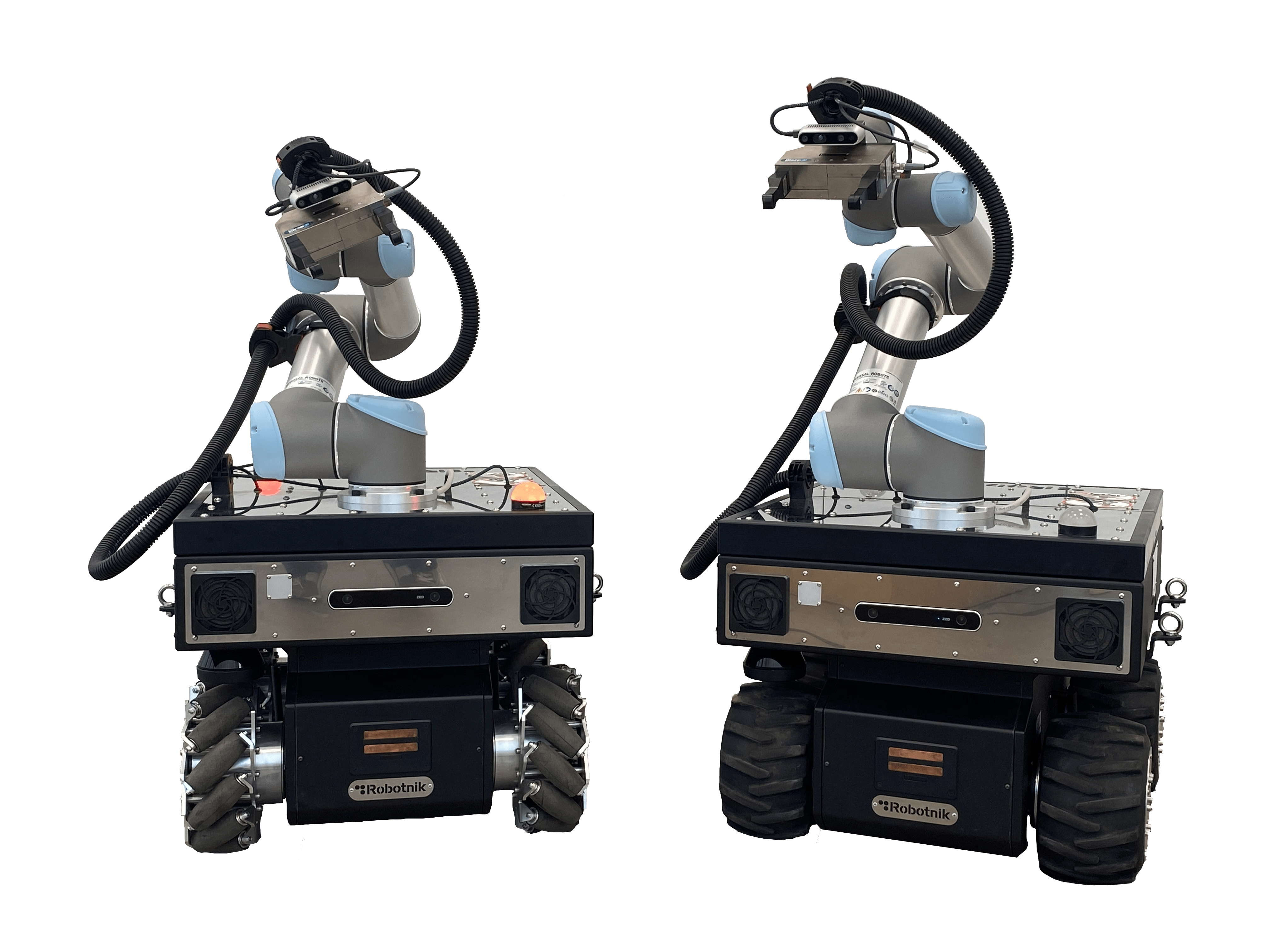
The two Robotnik RB-KAIROS 5 mobile base manipulator robots incorporate an open-source software stack based on ROS (Robot Operating System). The robots consist of a mobile base on wheels (classical or Swedish) supporting a UR5 manipulator arm.
They have a real-time control unit based on a Sick PLC, which uses laser scanners and depth cameras to ensure operators' safety near the AGV (Automated Guided Vehicle). The RB-KAIROS works autonomously in synergy with the mini-pallet line to achieve efficient handling of the parts. Simultaneously, they can ensure the automated loading of the parts into the vertical magazine or the CNC milling machine.
The robots are equipped with an omnidirectional kinematic base, which allows them to move in environments with restricted surfaces.
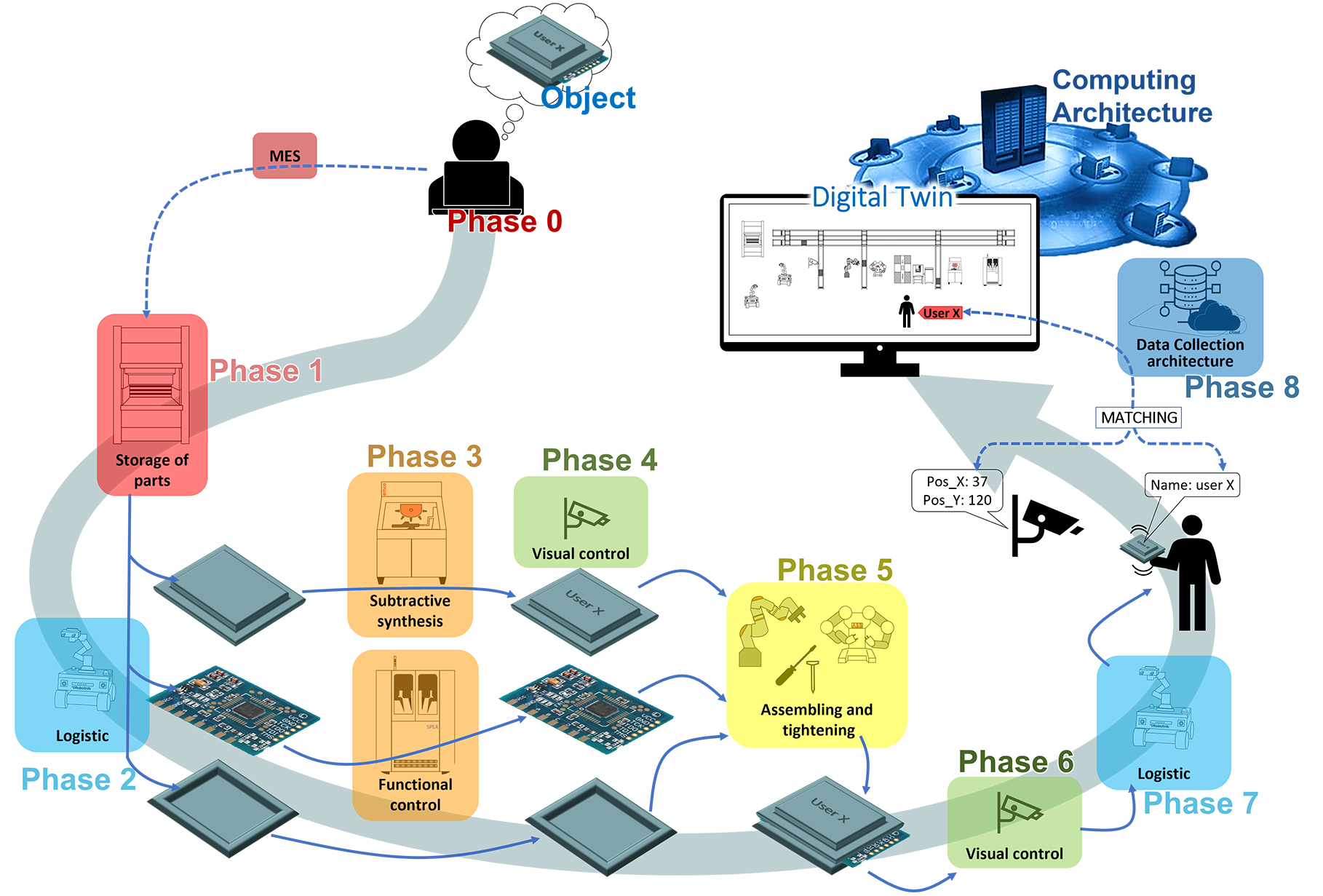
Siemens OPCenter Execution Discrete MES ensures that production activities are set up, tracked and managed. To this end, there are special drivers to communicate with the different work areas. The communication is entirely realized through the OPC-UA protocol, according to the Service-Oriented Architecture (SOA) paradigm.
The Meta-MES system, developed at the ICE laboratory, works alongside the MES and the data collection architecture to control the production plant and dynamically realize workorders reacting to changes in the plant and in the production plan in real time. It receives from the former the desired production data and the associated production recipes, from the latter it has access to the plant status and thanks to the SOA (Service Oriented Architecture) concept it uses the functionalities exposed by the machines and the data collection architecture to implement the production plan.
Additional features:
High process efficiency and flexibility
Synchronized production processes for optimal supply-chain management
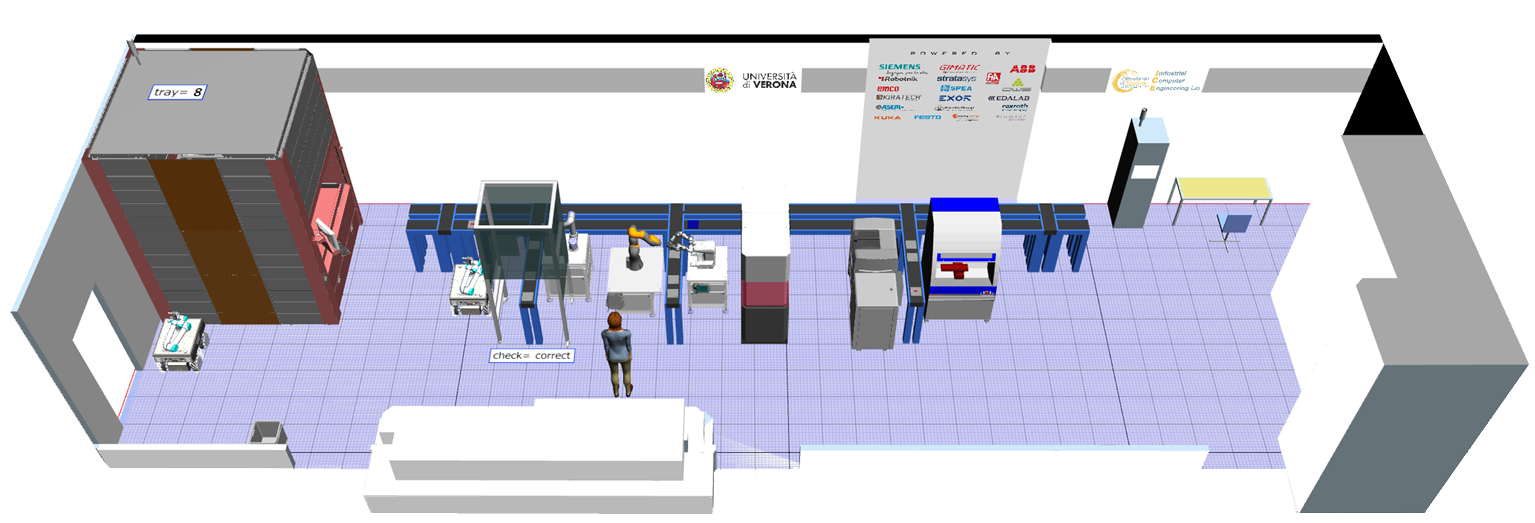
The ICE Laboratory developed the Digital Twin for its production line using Tecnomatix Plant Simulation software produced by Siemens.
Digital Twin is the virtual representation of a process, product, or service. In this case, it is the model of the production line that allows both data analysis and system monitoring. Specifically, there are two Digital Twins: Connected and Autonomous.
The Connected Digital Twin, called Digital Shadow, communicates with the machines' OPC-UA servers to monitor their status and visually replicate it in real-time. It connects to the line with sensors and replicates the physical plant, allowing real-time control over the entire system.
The Autonomous Digital Twin is asynchronous and is designed to simulate the plant as a whole. In particular, it incorporates accurate machines' models, replicating their functionality; it tests machinery that could be integrated in the future. It is useful to obtain real-time statistics, to study alternative configurations of the production line, and optimize its timing; moreover, through data analysis, it is possible to carry out predictive maintenance, detecting a possible failure before it occurs.
IoT and IIoT data gathering
Kubernetes-based data collection architecture, IoT/IIoT gateway
It was decided to use the data collection architecture based on Kubernetes clusters to collect, monitor, and store data produced by the laboratory infrastructure (such as temperature, brightness, presence) and the IoT sensors located in the adjacent spaces.
The architecture, hosted on the University's Computational Platform, is flexible and adaptable to any production process. It can centralize logs and set alerts at various levels; besides, it exploits the DevOps paradigm to automate the compilation and distribution phases of the new software versions that make it up.
According to the micro-services paradigm, it consists of several applications that cooperate to ensure reliability, interoperability, and extensibility. A CI-CD (Continuous Integration - Continuous Deployment) pipeline and the Kubernetes cluster on which the applications run guarantee scalability and robustness of the system management.
The architecture also allows a subset of the data stored within it to be selected, pre-processed, and transferred to different cloud solutions, including Siemens' Mindsphere and Microsoft's Azure.
Additional features:
Portability guaranteed by being 100% open-source
Scalability configurable at different levels
Health check & Self Healing functions, which help protect hosted applications against failure by constantly checking cluster nodes and running containers
Automatic and secure deployment to the new version, ensuring no downtime and rollback to the previous version in the event of an error
The BOX-IO gateway, produced by IT company EDALab, connects IoT sensors with office networks.
Each machine in the building has an energy consumption sensor installed, while each room has a sensor that detects the presence of people and another sensor that monitors the quality of the air, analyzing its temperature, humidity, and quantity of CO2.
The BOX-IO gateway also collects data from existing non-IoT sensors and can also manage the room lighting, thus ensuring staff comfort.
The OPC-UA communication protocol makes all collected data available, allowing effective integration with the data collection architecture.
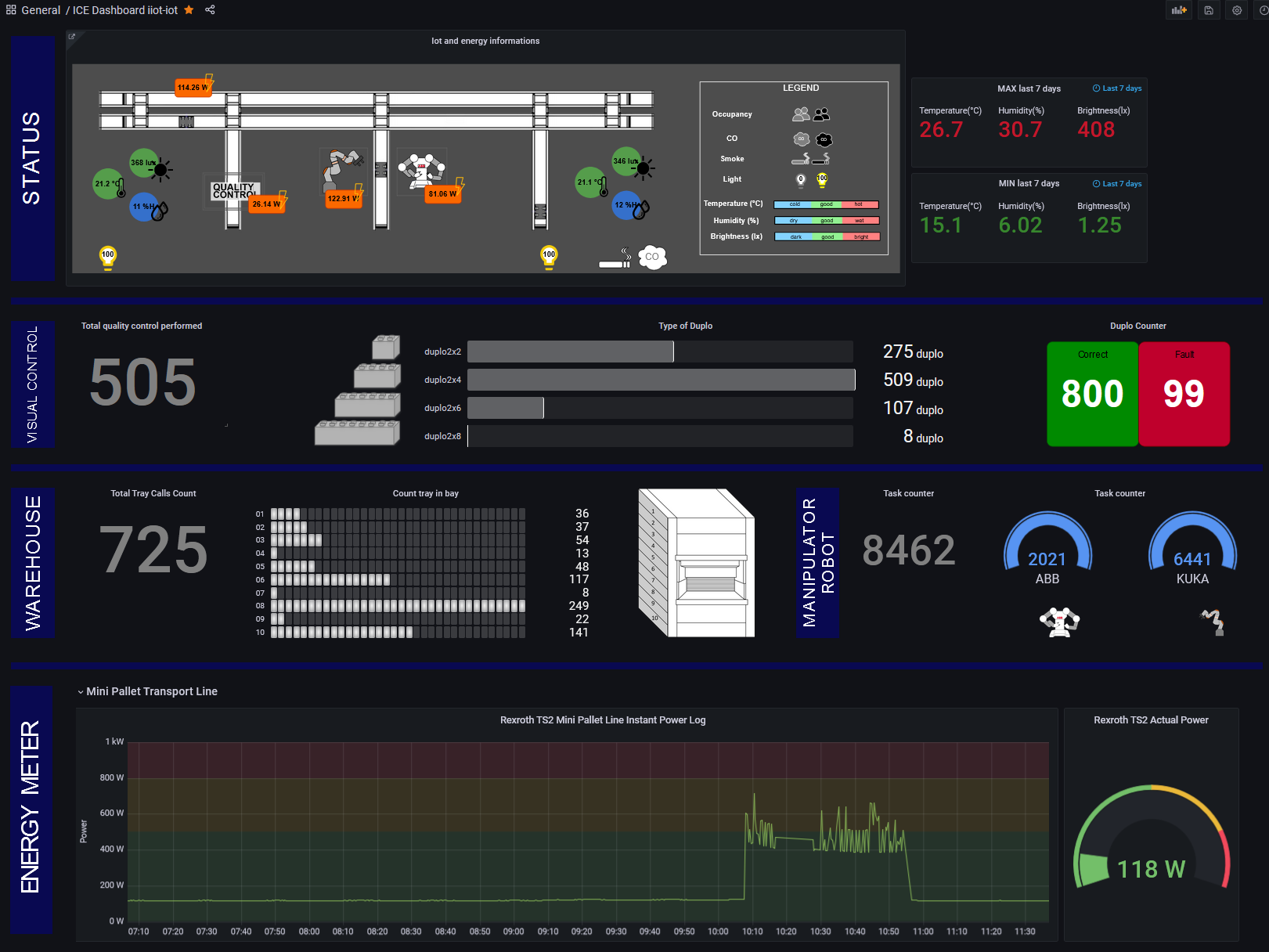
For environmental monitoring, a dashboard was created to display the data collected by the different sensors that have been installed in the facility. These transmit the data to the BOXIO intermediate gateway, which then transfers the information to the data collection architecture.
The monitored data are temperature, humidity, brightness, presence of people, smoke, and carbon monoxide. Besides, the Duemmegi lighting control unit has also been added to the data collection architecture to monitor the status of the lights throughout the facility.
SCHEMA
The final demostrator
PHOTOS
Laboratory Gallery
Powered by
The companies that supplied machines and technologies in the ICE laboratory.

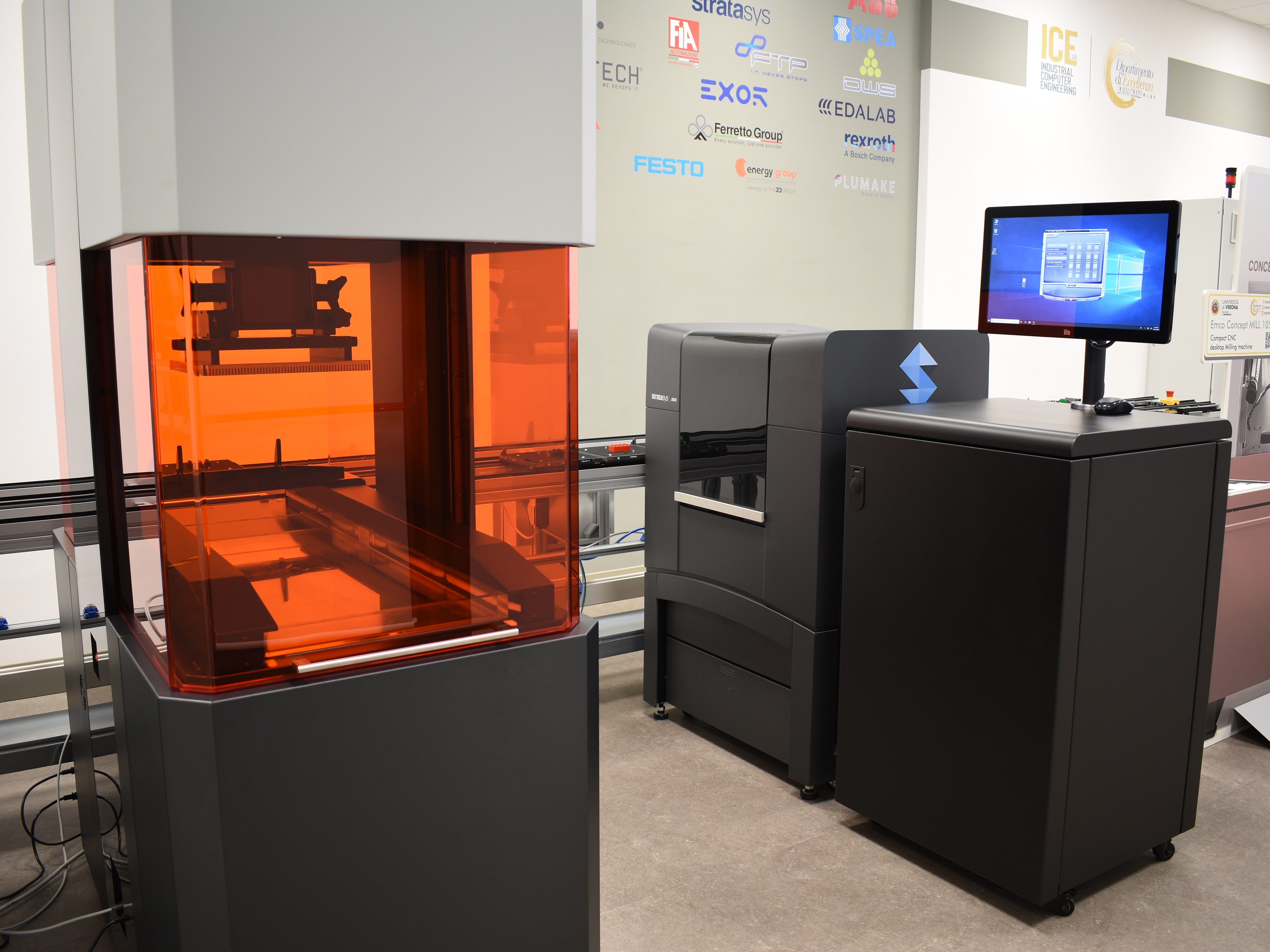




 The four-axis CNC milling machine includes a Siemens Sinumerik Operate Shopmill controller. The appliance integrates itself with the laboratory's MES to automatically process raw materials to adapt them to the requirements of production recipes. An automation kit has been prepared to strengthen this integration, allowing the milling machine to connect to a control PLC. This enhancement makes it possible to automate the machine and manage it remotely, even during the material loading and unloading phases, without an operator's physical presence. Additional features: engraving spindle, continuously adjustable central unit, CNC divider as an optional fourth axis, robotic interface for integration in FMS / CIM systems.
The four-axis CNC milling machine includes a Siemens Sinumerik Operate Shopmill controller. The appliance integrates itself with the laboratory's MES to automatically process raw materials to adapt them to the requirements of production recipes. An automation kit has been prepared to strengthen this integration, allowing the milling machine to connect to a control PLC. This enhancement makes it possible to automate the machine and manage it remotely, even during the material loading and unloading phases, without an operator's physical presence. Additional features: engraving spindle, continuously adjustable central unit, CNC divider as an optional fourth axis, robotic interface for integration in FMS / CIM systems. 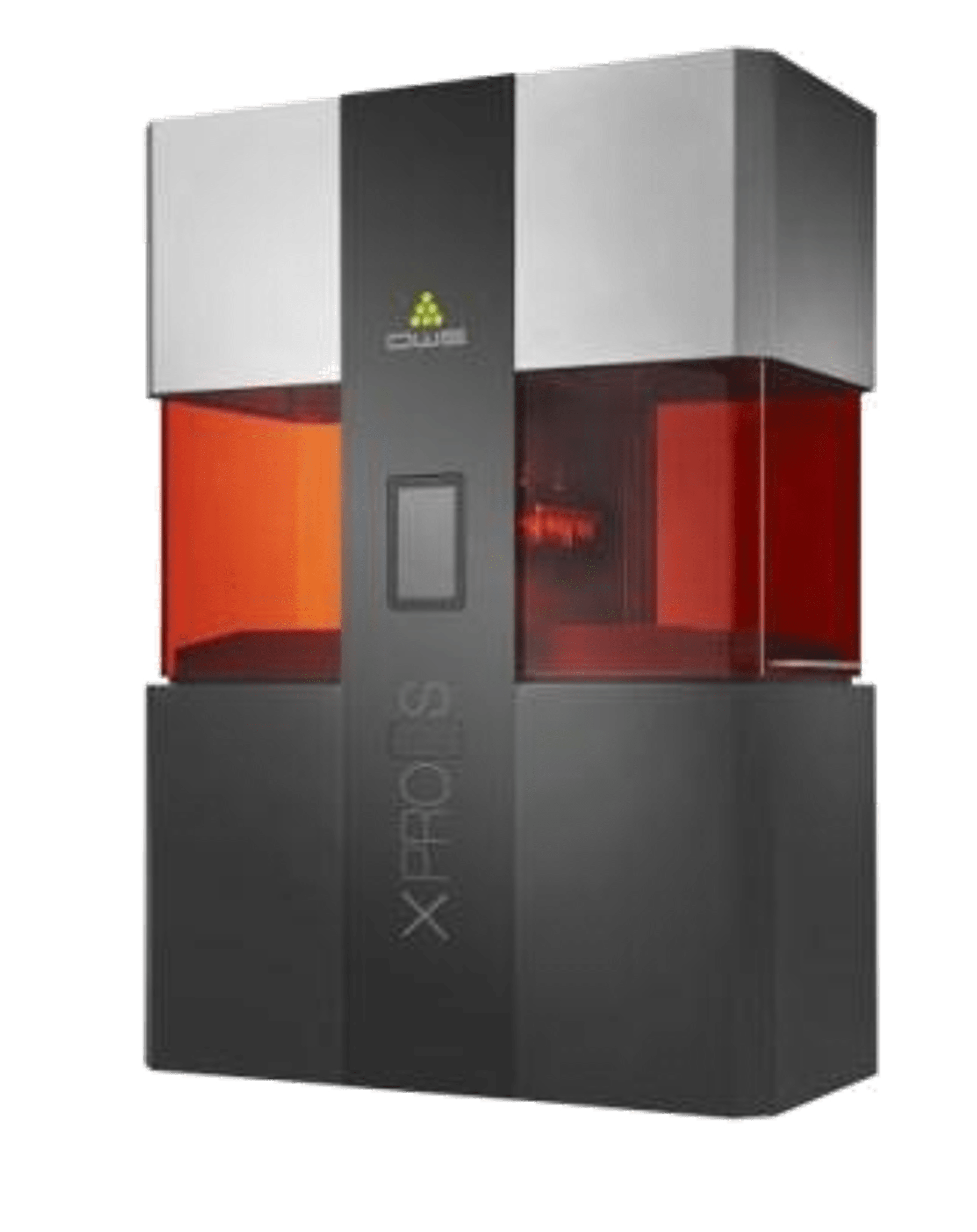 3D DWS Systems XPRO S is a stereolithographic printer that uses a laser source to solidify a photosensitive liquid resin to produce three-dimensional plastic models. The machine uses a class 3b UV laser, which, employing a moving axis and a system of oscillating mirrors, enables the creation of three-dimensional models.
3D DWS Systems XPRO S is a stereolithographic printer that uses a laser source to solidify a photosensitive liquid resin to produce three-dimensional plastic models. The machine uses a class 3b UV laser, which, employing a moving axis and a system of oscillating mirrors, enables the creation of three-dimensional models. The Stratasys J826 3D printer features multi-material technology. It can create objects by composing up to eight materials with different physical (opacity and transparency) and mechanical (flexibility and rigidity) properties. The printer also supports more than 500,000 colors, eliminating the need to paint models. The process's color quality is optimized thanks to Pantone validation, which makes PMS (Pantone Matching System) colors available for 3D printing.
The Stratasys J826 3D printer features multi-material technology. It can create objects by composing up to eight materials with different physical (opacity and transparency) and mechanical (flexibility and rigidity) properties. The printer also supports more than 500,000 colors, eliminating the need to paint models. The process's color quality is optimized thanks to Pantone validation, which makes PMS (Pantone Matching System) colors available for 3D printing.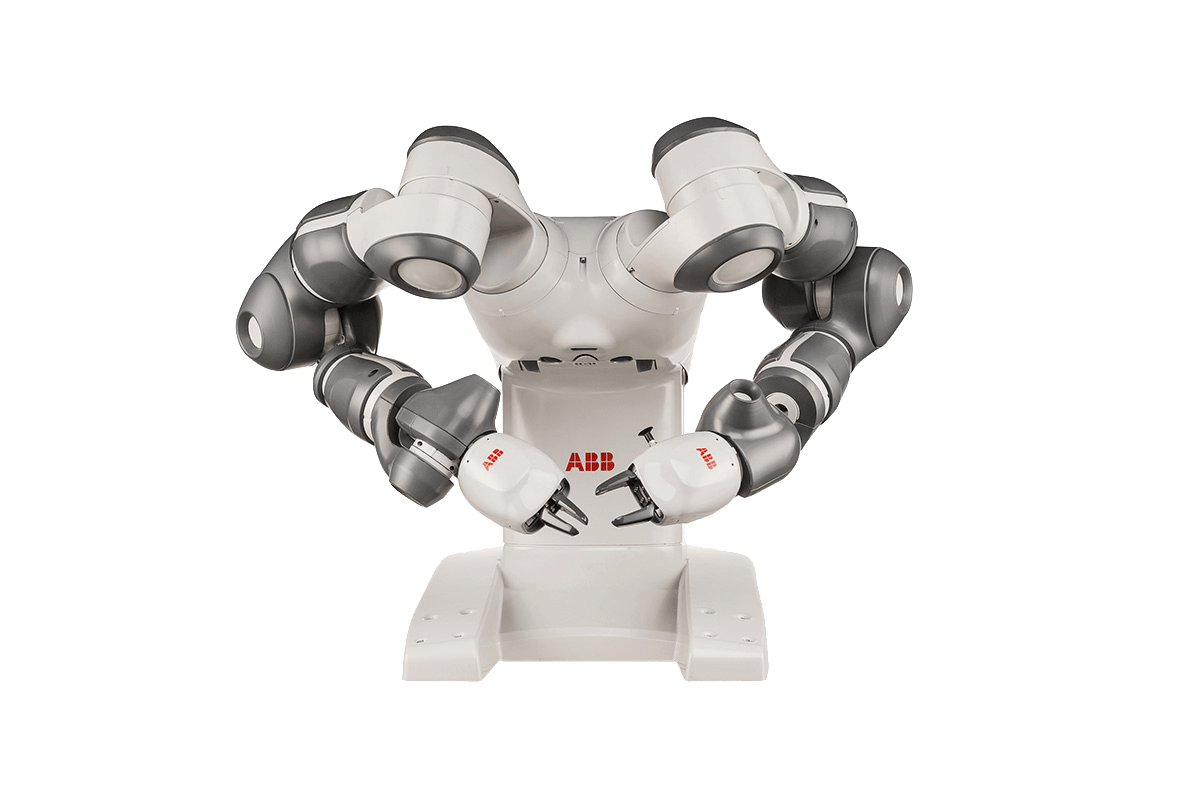 ABB YuMi IRB14000 is a collaborative robot with two arms with seven degrees of freedom for greater flexibility. Each arm is equipped with grippers for collecting small parts using compressed air.
ABB YuMi IRB14000 is a collaborative robot with two arms with seven degrees of freedom for greater flexibility. Each arm is equipped with grippers for collecting small parts using compressed air. Kuka LBR iiwa 14 R820 is a collaborative robot with seven degrees of freedom. The robot is equipped with dual torque sensors on each joint, accurately detects contacts, and instantly reduces the level of force and speed exerted.
Kuka LBR iiwa 14 R820 is a collaborative robot with seven degrees of freedom. The robot is equipped with dual torque sensors on each joint, accurately detects contacts, and instantly reduces the level of force and speed exerted. Siemens S7-1500 safety PLC is located in the assembly area and is used to coordinate the robots' activities, monitor the supporting sensors, and manage the automation introduced. This model is equipped with safety functions and also handles area safety monitoring. The PLC supports the OPC-UA communication protocol and can be directly integrated into the laboratory's software infrastructure.
Siemens S7-1500 safety PLC is located in the assembly area and is used to coordinate the robots' activities, monitor the supporting sensors, and manage the automation introduced. This model is equipped with safety functions and also handles area safety monitoring. The PLC supports the OPC-UA communication protocol and can be directly integrated into the laboratory's software infrastructure. The Basler acA1600-60gm GigE camera with EV76C570 e2v CMOS sensor allows 60 frames per second with a resolution of 2 MP. It is used for product quality control by interfacing with the EDGE computer. The camera is placed in a darkened cabin to avoid light disturbances located in a bay of the production line. Gigabit Ethernet or GigE is the most common interface for cameras used for image processing in industrial environments.
The Basler acA1600-60gm GigE camera with EV76C570 e2v CMOS sensor allows 60 frames per second with a resolution of 2 MP. It is used for product quality control by interfacing with the EDGE computer. The camera is placed in a darkened cabin to avoid light disturbances located in a bay of the production line. Gigabit Ethernet or GigE is the most common interface for cameras used for image processing in industrial environments.
 Universal Robots UR5e is a six-axis collaborative robot positioned at the camera system. It lifts the workpieces during analysis to expose all sides to the cameras' view, so that the visual analysis can be completed. The area EDGE calculator handles the coordination.
Universal Robots UR5e is a six-axis collaborative robot positioned at the camera system. It lifts the workpieces during analysis to expose all sides to the cameras' view, so that the visual analysis can be completed. The area EDGE calculator handles the coordination. VERTIMAG EF is an automatic system for the storage and extraction of raw materials and finished products.
VERTIMAG EF is an automatic system for the storage and extraction of raw materials and finished products.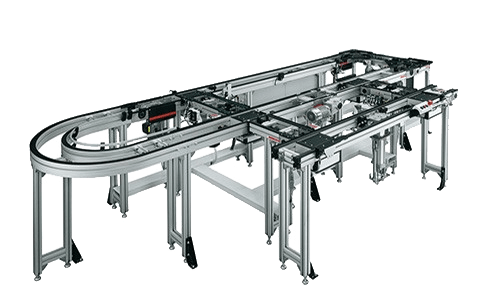 Bosch-Rexroth is the line that transports mini pallets, measuring 24 x 24 cm and designed to anchor small objects, directing them towards the various work cells. The software, managed by a Siemens S7-1200 PLC, is programmed to reconfigure the line and handle and track each pallet, without a predefined route. It is possible to control the line from remote via the OPC-UA protocol or on site via the ASEM operator panel, equipped with an interactive graphic interface developed with Uniqo HMI software.
Bosch-Rexroth is the line that transports mini pallets, measuring 24 x 24 cm and designed to anchor small objects, directing them towards the various work cells. The software, managed by a Siemens S7-1200 PLC, is programmed to reconfigure the line and handle and track each pallet, without a predefined route. It is possible to control the line from remote via the OPC-UA protocol or on site via the ASEM operator panel, equipped with an interactive graphic interface developed with Uniqo HMI software.
 The two Robotnik RB-KAIROS 5 mobile base manipulator robots incorporate an open-source software stack based on ROS (Robot Operating System). The robots consist of a mobile base on wheels (classical or Swedish) supporting a UR5 manipulator arm.
The two Robotnik RB-KAIROS 5 mobile base manipulator robots incorporate an open-source software stack based on ROS (Robot Operating System). The robots consist of a mobile base on wheels (classical or Swedish) supporting a UR5 manipulator arm.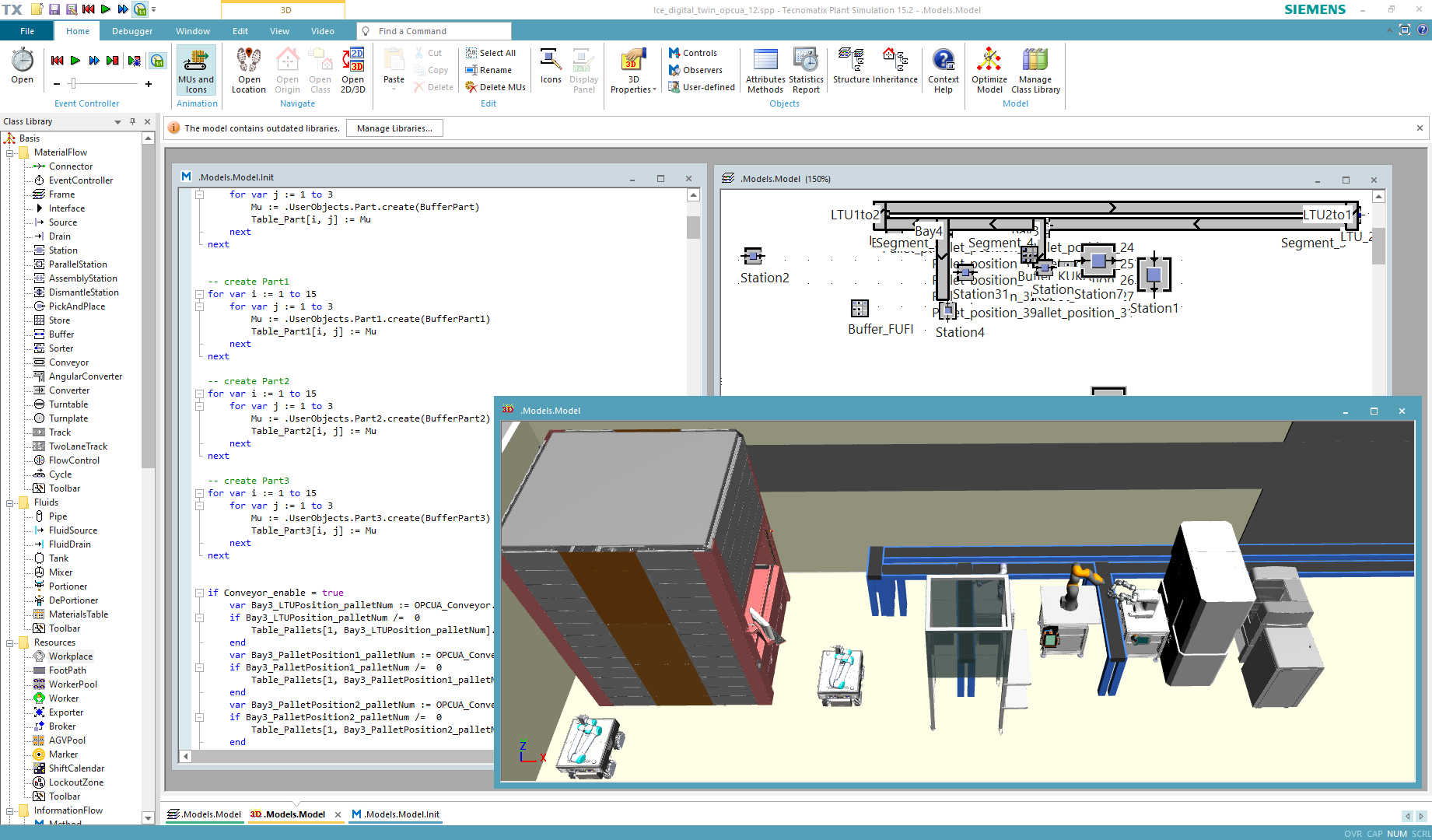 The ICE Laboratory developed the Digital Twin for its production line using Tecnomatix Plant Simulation software produced by Siemens.
The ICE Laboratory developed the Digital Twin for its production line using Tecnomatix Plant Simulation software produced by Siemens. The BOX-IO gateway, produced by IT company EDALab, connects IoT sensors with office networks.
The BOX-IO gateway, produced by IT company EDALab, connects IoT sensors with office networks.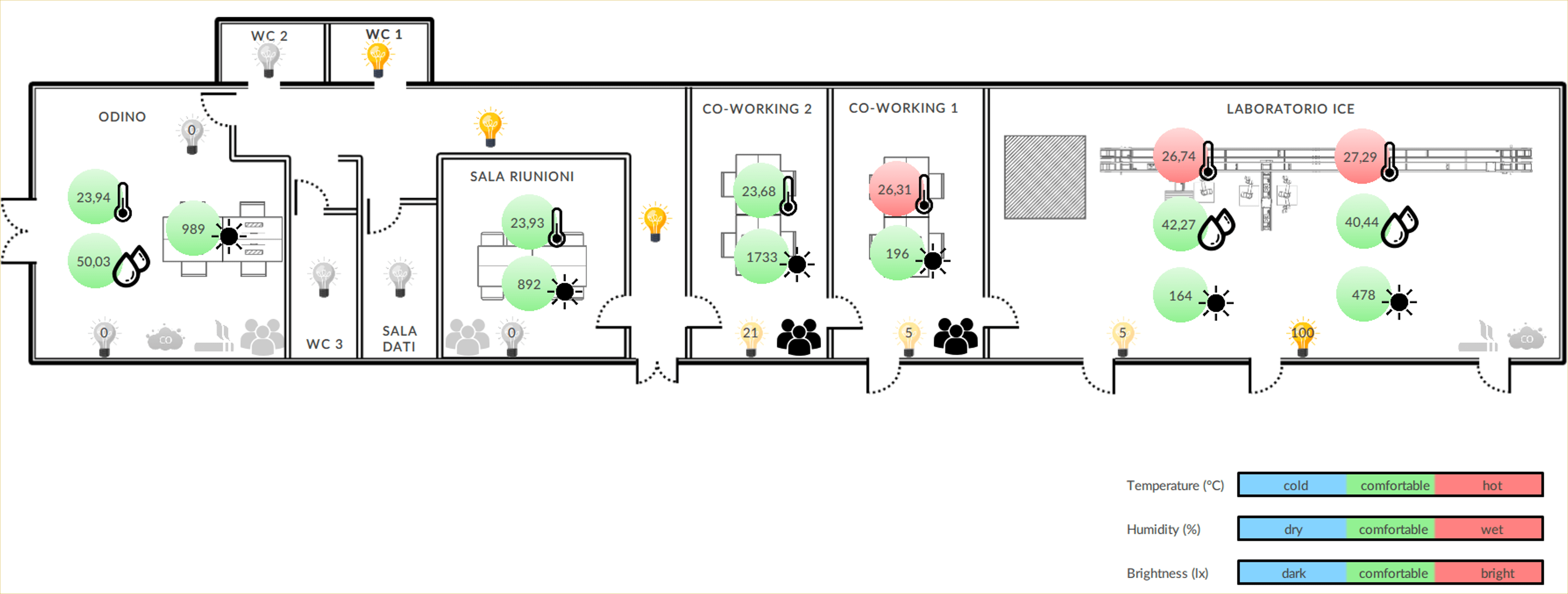 For environmental monitoring, a dashboard was created to display the data collected by the different sensors that have been installed in the facility. These transmit the data to the BOXIO intermediate gateway, which then transfers the information to the data collection architecture.
For environmental monitoring, a dashboard was created to display the data collected by the different sensors that have been installed in the facility. These transmit the data to the BOXIO intermediate gateway, which then transfers the information to the data collection architecture.